Our partner, Wynright, kept experiencing motor failures on hydraulic lift tables in their distribution centers. They asked that we get involved to help to pinpoint the exact issue causing $160K a month in failed motors and hours of downtime. E Tech Group harness our expertise in material handling automation to diagnose and remedy this expensive issue.
Dysfunction: Overloaded Lift Table Motors
During the process review with the customer and distribution center associates, it was determined that the failures were likely due to excessive cycling of the on/off state of the motor. The cycling was a direct result of the hard contact of a foot switch provided to the line associates to raise the lift table.
Diagnosis: A Miscommunication Between Human & Machine
In a normal working position, the associate would stand with one foot on the switch and the normal shift of weight as packages are moved across the worker’s position would cause incidental switching of the motor. Some instances indicated that in an effort to perfectly position the lift table, the worker would feather start/stop operation exacerbating the situation.
Treatment: Implement a Better Translational Tool
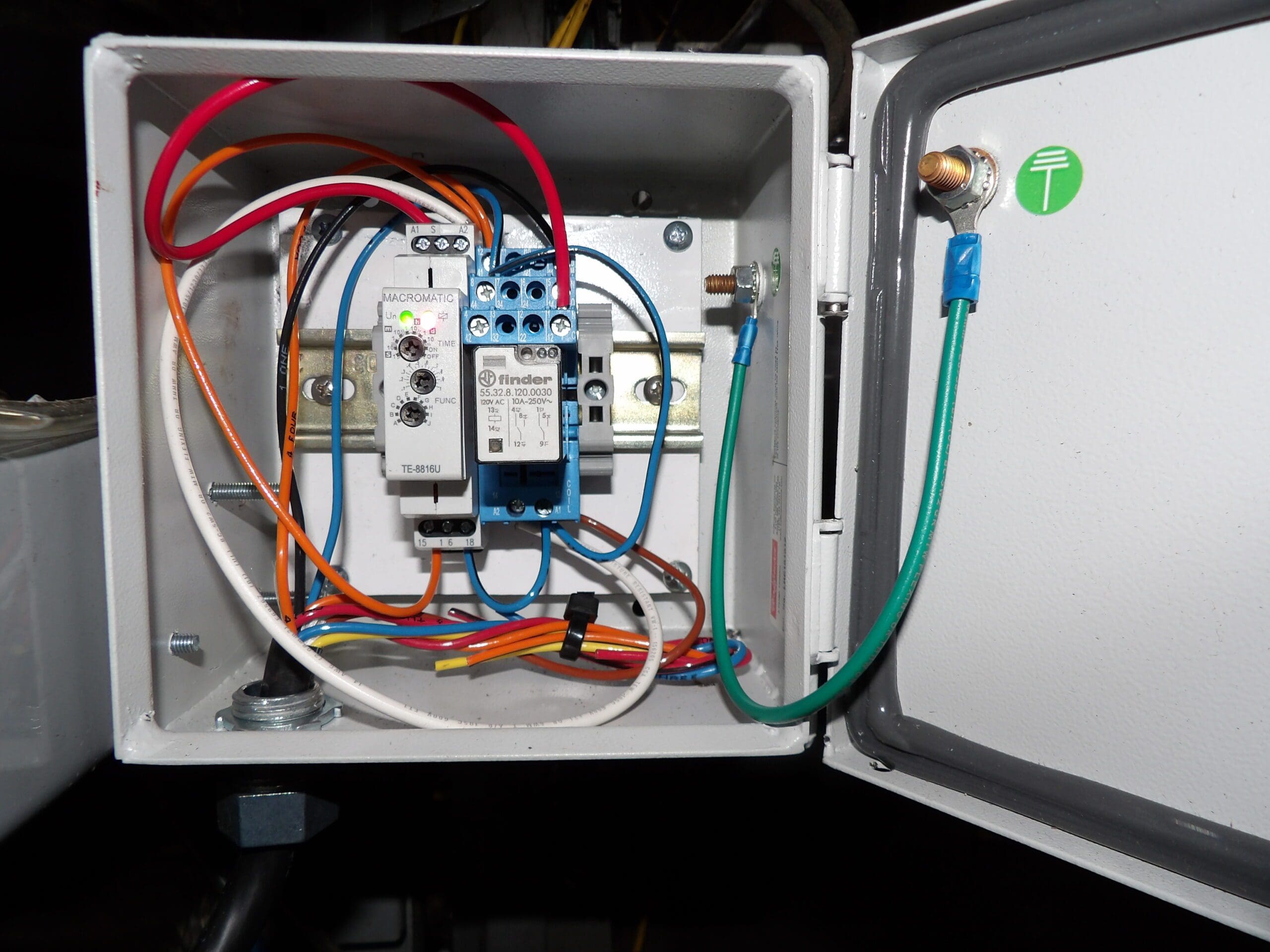
To remedy this, initially a VFD based solution was recommended. But we felt a solution with a delay timer that negates the signal from the foot pedal for a short time, stopping the on/off signals would provide a better, more long-term resolution to their issue. Stewart Brinkoeter, our fabrication manager, partnered with our Ohio team to finalize and implement this solution in one facility for a test run.
Prognosis: An Elegant Solution to a Widespread Problem
Just an hour and a half of downtime and less than a third the cost of a new motor, the table was functioning flawlessly and the associate working with the test unit did not discern any loss of functionality. Because of its success, this solution will now be implemented across multiple distribution centers, offering Wynright a swift solution to what was a widespread, very expensive problem.