Implementing a Hybrid SCADA Solution Using PlantPAx 5.0 & 4.10
E Tech Group developed a hybrid SCADA solution for a BMS in a biopharma co-packing facility utilizing two different controllers and operating systems that would operate in unison, allowing the facility to ramp to full operation at a critical juncture and to incrementally upgrade as needed.
The Project: Ramp Up Vaccine Production in the Height of the Pandemic
At the height of the pandemic, a biopharma co-packing facility that was working to complete a greenfield facility needed to ramp up production and shipment of the COVID-19 vaccine to meet growing demand.
Because they were producing lab-generated material intended to be used on human beings, it was critical to have all measures in place to remain within ISA-88, ISA-S95, and ISA-101 standards, a part of which would contain a suite of industrial facility management systems.
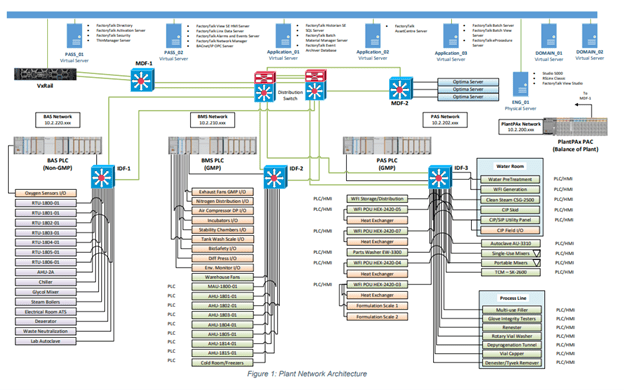
E Tech Group was contracted to integrate a control system that would manage and monitor events and alarms within both GMP and non-GMP regulated portions of the building management system (BMS), process automation system (PAS), and air handling units (AHUs).
The Challenge: Crossed Lines of Communication Complicate Completion
Racing to get a pharmaceutical automation system operational at the height of a global pandemic – one that needed to remain within a number of industry standards while producing and shipping a lifesaving compound to medical professionals everywhere – presented no shortage of challenges.
Many of those stemmed from the escalated timeline they were forced to maintain. With less time for preparation and review, the overall solution wasn’t as well planned out as it could have been and left this project open to a number of change orders and revisions.
This continued to be further exacerbated by the number of decision makers involved at every stage, which proved almost counterintuitive due to the number of approvals needed to move through each step.
One of the larger challenges encountered was the detailed design still needed to develop specific sequencing within the process and integration of vendor-supplied skids, contributing to the scope of work not clearly being defined. The skids were asked to be a Rockwell-based solution with Ethernet communication, but BacNET was supplied by numerous other vendors outside of the Rockwell offering. BacNET Addressing was also not provided with submittals, so it was challenging to easily retrieve information needed, only further impacting the scope of work that was constantly changing dependent upon what was in our control vs skid control.
Even when all moving parts were aligned, the largest challenge directly impacted by the pandemic would be the delay in supply chain coupled with the escalated timeline that resulted in only being able to get a portion of the equipment necessary to complete the project. Start to finish, this project required quick thinking and adaptation on the part of our team. They got down to the work of designing a custom control system solution that would be robust and complete despite all the obstacles.
The Solution: Build a Full Automation Solution with Half the Parts
The client wanted to utilize an off-the-shelf control system to avoid any black box solution where they would be locked out, unable to independently troubleshoot or to be dependent on an outside team to provide service. They ultimately landed on Rockwell Automation’s PlantPAx Distributed Control System to monitor the Building Management Systems and alarms across the facility.
While the control system was easy to acquire, the aforementioned supply chain issues impacted the accompanying hardware. They originally planned on utilizing PlantPAx 5.0 with Process Controllers, but our team was only able to acquire four of the ten required and had to supplement the remaining with six standard PLC controllers, which were not compatible with PlantPAx 5.0, but were compatible with PlantPAx 4.10.
PlantPAx 5.0 integrates the functionality into the controller firmware whereas PlantPAx 4.10 is utilized by the import of AOIs. While the implementation of the PlantPAx versions was different and carried two different alarm scopes, they possessed enough similarities that they could be configured to work within the same system.
Utilizing both Rockwell Automation PlantPAx products allowed our team to develop the hybrid SCADA solution utilizing the two different controllers, creating a uniform solution that could be used to monitor alarms and events through one HMI user experience:
The Specs: Scope of Work & Control Solution
2.6 Engineering Services: Electrical Design
2.6.1 Design and supply (1 ea) PLC & HMI panel for the BAS, BMS, PAS & PAC Control Hardware:
- (3) Allen Bradley standalone single racks to include the following:
- Allen Bradley Power Supply
- Allen Bradley CompactLogix 5380 Controller, 3MB
- (AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
- (1) Allen Bradley standalone single racks to include the following:
- Allen Bradley Power Supply
- Allen Bradley CompactLogix 5380 Controller, 3MB
- (AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
- (1) Allen Bradley STRATIX switch
- Internal illumination with auto on/off switch when control panel door open/closed
- Main power disconnect in front control panel doors
- UL 508A Label
- 72x60x12, NEMA 12
- Conform to current NFPA 70E requirements
- Separation and protection of voltages above and below 50 Volts
2.6.2 Design and supply (2 ea) Remote I/O & HMI panel for the BAS, PAS, BMS & PAC instrumentation & packaged equipment system integration:
- (1) Allen Bradley standalone single rack to include the following:
- Allen Bradley Power Supply
- (AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
- (1) Allen Bradley STRATIX switch
- Internal illumination with auto on/off switch when control panel door open/closed
- UL 508A Label
- 48x36x12, NEMA 12
- Conform to current NFPA 70E requirements
- Separation and protection of voltages above and below 50 Volts
2.6.3 Design and supply (9 ea) PLC panels for the AHUs:
- (1) Allen Bradley standalone single rack to include the following:
- Allen Bradley Power Supply
- Allen Bradley CompactLogix 5380 Controller, 1MB
- (AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
- (1) Allen Bradley STRATIX switch
- Internal illumination with auto on/off switch when control panel door open/closed
- UL 508A Label
- 48x36x12, NEMA 12
- Conform to current NFPA 70E requirements
- Separation and protection of voltages above and below 50 Volts
The Results: Success & Scalability Driven by Necessity
The developed and implemented automation integration solution allowed this facility to reach full production capacity at a pivotal time when there was absolutely no room for delay. E Tech Group’s team overcame numerous challenges, any of which on its own could have delayed progress. In the end, our system integration engineers were able to deliver a fully functional solution that left room for incremental upgrades as the client saw fit.
This solution not only allowed the client to continue moving through their project without being limited by the lack of available components, but this new control system can be scaled across any organization that may want to incrementally upgrade from PlantPAx 4.10 to 5.0 without tackling an entire facility at once for any number of reasons…..available budget or funding, manpower, etc.
E Tech Group supports industrial clients across North America with advanced control system solutions that reap tangible results: increased throughput, quality, proficiency, and capabilities, all while remaining adaptable, scalable and sustainable for future growth.