
This is a simple guide to PackML for beginners, by Software Engineer Kyle VanDruten.
PackML is a universal machine control language created by the Organization for Machine Automation and Control (OMAC).
It’s a global standard for the control of packaging machines and a proven solution known for its flexibility and ease of implementation.
For those just starting out with PackML and wanting to learn more, this can be used as a guide for understanding PackMLs applications in various industries, its benefits and an overview of how it works.
What industries can use PackML?
While it’s the standard for packaging machines, any industry could use PackML. It can even be applied in distilling, shrink sleeve applications, filling operations, anything relative to robots and robotic cells. In fact, most robotic cells operate under the PackML standard, where PackML controls the machine states.
Why use PackML?
The ease of integration is PackML’s biggest selling point. Working with a company like E Tech makes integration even easier because we do a lot of work with PackML. In fact, E Tech is a System Integrator Member and have had an employee previously hold a Board position for OMAC. One of the other big benefits in using the PackML Standard is how simple it is to troubleshoot the program. PackML has been around for a while and many improvements have been made over the years. Basically, if you follow the directions, you’re more or less guaranteed to have it work the way you expect.
PackML is also flexible. You can also make it as simple or as complex as you want it to be. A simple example would be when you’re implementing PackML and you disable states. Let’s say you want basic start/stop functionality. You can make it so that the only states you’re concerned with are Idle, Stop, Abort, Execute. When we disable a state, it takes it off the display.
A complex example would be a robot cell that performs multiple functions with multiple robots. You’re focused on multiple aspects: safety air valves, safety integration, general machine state, multiple machine states. We have a robot that works on different machines to confirm what they’re doing. We then start up different pieces of individual equipment in different sequences. You can implement different sequences in different states.
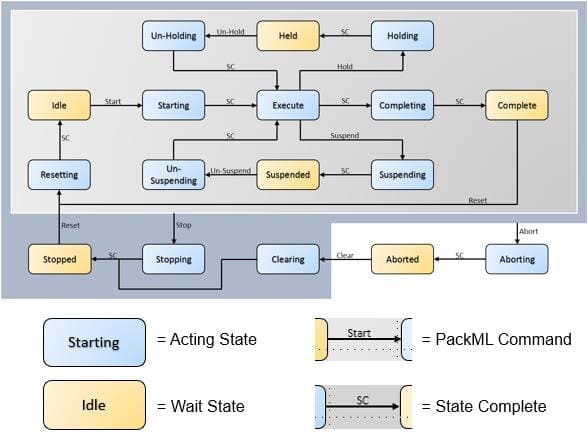
PackML States:
PackML allows you to transition from states. There are two types of states: Acting and Wait. Acting states are where the machine is processing some form of an activity. Wait states identify that the machine has achieved a defined set of conditions (end user determined).
Stopped – Wait – The machine is powered and stationary after completing the STOPPING state. All communications with other systems are functioning (if applicable). A RESET command will cause an exit from STOPPED to the RESETTING state.
Starting – Acting – The machine completes the steps needed to start. This state is entered as a result of a STARTING command (local or remote). Following this command the machine will begin to “execute.”
Idle – Wait – This is the state which indicates that RESETTING is complete. The machine will maintain the conditions which were achieved during the RESETTING state, and perform operations required when the machine is in IDLE.
Suspending – Acting – This state shall be used when EXTERNAL (outside this unit machine but usually on the same integrated production line) process conditions do not allow the machine to continue producing, that is, the machine leaves EXECUTE due to upstream or downstream conditions on the line. This is typically due to a blocked or starved event. This condition may be detected by a local machine sensor or based on a supervisory system external command. While in the SUSPENDING state, the machine is typically brought to a controlled stop and then transitions to SUSPENDED upon state complete. To be able to restart production correctly after the SUSPENDED state, all relevant process set-points and return status of the procedures at the time of receiving the SUSPEND command must be saved in the machine controller when executing the SUSPENDING procedure.
Suspended – Wait – Refer to SUSPENDING for when this state is used. In this state the machine shall not produce product. It will either stop running or continue to cycle without producing until external process conditions return to normal, at which time, the SUSPENDED state will transition to the UNSUSPENDING state, typically without any operator intervention.
UnSuspending – Acting – Refer to SUSPENDING for when this state is used. This state is a result of process conditions returning to normal. The UNSUSPENDING state initiates any required actions or sequences necessary to transition the machine from SUSPENDED back to EXECUTE. To be able to restart production correctly after the SUSPENDED state, all relevant process set-points and return status of the procedures at the time of receiving the SUSPEND command must be saved in the machine controller when executing the SUSPENDING procedure.
Execute – Acting – Once the machine is processing materials it is in the EXECUTE state. Different machine modes will result in specific types of EXECUTE activities. For example, if the machine is in the “Production” mode, the EXECUTE will result in products being produced, while in “Clean Out” mode the EXECUTE state refers to the action of cleaning the machine.
Stopping – Acting – This state is entered in response to a STOP command. While in this state the machine executes the logic which brings it to a controlled stop as reflected by the STOPPED state. Normal STARTING of the machine cannot be initiated unless RESETTING had taken place.
Aborting – Acting – The ABORTING state can be entered at any time in response to the ABORT command or on the occurrence of a machine fault. The aborting logic will bring the machine to a rapid safe stop.
Aborted – Wait – The machine maintains status information relevant to the ABORT condition. The machine can only exit the ABORTED state after an explicit CLEAR command, subsequently to manual intervention to correct and reset the detected machine faults.
Holding – Acting – This state shall be used when INTERNAL (inside this unit machine and not from another machine on the production line) machine conditions do not allow the machine to continue producing, that is, the machine leaves EXECUTE due to internal conditions. This is typically used for routine machine conditions that requires minor operator servicing to continue production. This state can be initiated automatically or by an operator and can be easily recovered from. An example of this would be a machine that requires an operator to periodically refill a glue dispenser or carton magazine and due to the machine design, these operations cannot be performed while the machine is running. Since these types of tasks are normal production operations, it is not desirable to go through aborting or stopping sequences, and because these functions are integral to the machine they are not considered to be “external”. While in the HOLDING state, the machine is typically brought to a controlled stop and then transitions to HELD upon state complete. To be able to restart production correctly after the HELD state, all relevant process set-points and return status of the procedures at the time of receiving the HOLD command must be saved in the machine controller when executing the HOLDING procedure.
Held – Wait – Refer to HOLDING for when this state is used. In this state the machine shall not produce product. It will either stop running or continue to dry cycle. A transition to the UNHOLDING state will occur when INTERNAL machine conditions change or an UNHOLD command is initiated by an operator.
Unholding – Acting – Refer to HOLDING for when this state is used. A machine will typically enter into UNHOLDING automatically when INTERNAL conditions, material levels, for example, return to an acceptable level. If an operator is required to perform minor servicing to replenish materials or make adjustments, then the UNHOLD command may be initiated by the operator.
Completing – Acting – This state is an automatic response from the EXECUTE state. Normal operation has run to completion, i.e. processing of material at the infeed will stop.
Complete – Wait – The machine has finished the COMPLETING state and is now waiting for a RESET command before transitioning to the RESETTING state.
Resetting – Acting – This state is the result of a RESET command from the STOPPED or COMPLETE state. Faults and stop causes are reset. RESETTING will typically cause safety devices to be energized and place the machine in the IDLE state where it will wait for a START command. No hazardous motion should happen in this state.
Clearing – Acting – Initiated by a state command to clear faults that may have occurred when ABORTING, and are present in the ABORTED state before proceeding to a STOPPED state.

- Blue = Acting State
- Yellow = Wait State
All of these transitions are happening as fast or as slow as you want it to be. We’ve implemented delays in certain phases. Motion is a big thing when changing states. You’re working on slowing the machine down. You need to stop all components – in a completing state. Not just stopping right away, you’re running things out.
There are certain cases where states can be disabled, and certain cases where states happen instantly. For example, a robot works faster than you can blink, as opposed to a wrapping machine.
PackML Modes:
We use automatic and manual modes. Manual is a step-by-step basis, where we can control what the machine is doing at any given time. This makes troubleshooting a lot easier. It also makes the system more configurable. This can be especially beneficial on capping lines. We’ve also implemented a changeover mode on machines, allowing a machine to do something different.
PackML Modes can be configured for each individual application. Some general and common modes are Automatic, Manual, and Changeover. I mention Changeover because not all PackML machines will require this mode. It lies in the hands of the equipment owner, the programmer, and/or the designer of the machine/system to take into consideration which modes will be important to their process.
Curious about PackML integration?