

Authored By: Jakub Mocny, PhD, Group Engineering Manager
In the world of industrial automation, the S88 standard, also known as ANSI/ISA-88 or Batch Control, plays a vital role in providing a universal framework for the control and automation of manufacturing processes. Developed by the International Society of Automation (ISA), the S88 standard offers a structured approach to designing, implementing, and maintaining batch processes.
For those who are new to the S88 standard and want to delve into its applications across various industries, this article serves as a guide to understanding the fundamentals of the S88 standard, its benefits, and an overview of its working principles.
What is the S88 Standard for Batch Control Systems?
The S88 standard provides a comprehensive and modular methodology for designing, implementing and managing batch processes in industries such as:
- Pharmaceuticals
- Chemicals
- Food and beverage
- Electronics
The S88 standard establishes a consistent and structured approach to defining the equipment, control strategies, procedural operations, and information systems required for effective batch process automation.
Within the ISA-95 framework, batch systems adhering to S88 standard are identified as Level 2 systems. They are subordinate to Level 3 MES systems and achieve process control through interaction automation and control systems (ISA-95 Level 1 and 2).
In practical terms, a batch control application executes recipes. A recipe is a sequence of operations containing multiple recipe phases. Recipe phases interface with the physical plant equipment through equipment phases typically executed by PLCs. S88 sets guidelines for best practices that help industries self-regulate quality and consistency.
Applications of the S88 Standard in Industrial Automation
While the S88 standard was originally developed for batch processes, its applications are not limited to specific industries. The versatility of the standard enables its adoption in a wide range of fields. In general, automation system builders may benefit from using the S88 concepts even if the application is not a typical batch process.
One such real-life example of batch control is casting an insulation blanket on a conveyer belt. Liquid gel is poured on the belt and solidifies as the belt advances. The material is moved forward and is wound on the mandrel at the end of the conveyer belt. Blankets of finite lengths are arranged in rolls; each cut of a blanket results in a new ‘batch’ and a new roll is started.
A few other examples of how the S88 standard is applicable across many industrial sectors:
Alternative Proteins
Plant-based proteins require specific batch processes that include fermenting, preparing and mixing various ingredients to create a product that consistently simulates the taste and texture of traditional meat.
Chemicals Automation
S88 helps manage complex recipes and parameters for sensitive chemicals and chemical solutions like dyes, coatings, caustics, and other specialty chemical products, ensuring quality and safety.
Oil & Gas Automation
While oil and gas processing often involves continuous operations, there are also batching applications like blending crudes or formulating specific fuel mixtures, which require precisely-executed recipes.
Pharmaceutical Automation
One of the most well-known applications of the S88 standard because of its applicability to public health, pharmaceutical production is a complex process of isolating, standardizing, preparing, mixing and encapsulating/suspending.
Wastewater Automation
Another sector that affects public health, the careful filtering and chemical treatment process at wastewater facilities must be directed by standardized, precise, consistent batch control processes.
Application of the S88 standard ensures that any facility under any entity is adhering to the same principles and benchmarks for this casting process. This gives consumers, whether B2B or B2C, assurance that the product is of reliable quality, and production processes are transparent. It also provides a common set of values and a common language system integrators, automation engineers, IT professionals, and floor operators can use to communicate about batch processes across respective industries.
Application of the S88 standard ensures that any facility under any entity is adhering to the same principles and benchmarks for this casting process. This gives consumers, whether B2B or B2C, assurance that the product is of reliable quality, and production processes are transparent.
Advantages of Using the S88 Standard for Batch Control Processes
Not surprisingly, S88 standard is commonly adapted for new implementations in place of bespoke systems. Often, the overhead associated with licensing the Batch Control Software is offset in the long term thanks to the ease of integration, streamlined troubleshooting and maintenance, and flexibility.
- Ease of Integration: One of the most significant advantages of the S88 standard is its ease of integration. The structured approach and modular design principles of the S88 standard enforce design consistency, which facilitates seamless integration of equipment, control systems, and information systems. Collaborating with experienced system integrators like E Tech Group can further streamline the integration process.
- Simplified Troubleshooting: The S88 standard’s maturity and widespread adoption have led to significant improvements in its implementation over the years. Troubleshooting batch processes becomes relatively simple when following the S88 guidelines. By adhering to the standard’s well-defined procedures and practices, operators and maintenance personnel can easily diagnose and resolve issues, minimizing downtime and improving productivity.
- Flexibility: The S88 standard offers a high degree of flexibility in configuring and customizing batch processes. The flexibility is achieved on recipe level. PLC programming is done once, and control module phases and equipment phases can be used as building blocks by recipes and rearranged as needed due to changing requirements. Furthermore, the same recipe can be easily adapted from small scale pilot to high volume manufacturing using a recipe formula.
Automation System Modeling Under the S88 Standard
Modelling is best illustrated using a simple example such as a manufacturing plant with three process trains. Each train is intended to support the same set of three units with each unit of the same type supporting the same set of actions. Variations in terms of size and output are permitted.
In this example, assume each train consist of a reactor, filter and recovery vessel.
Process Model
The process model in the S88 standard serves as a means of organization of the processing activities that are performed by the system i.e. process. The process is achieved using the physical equipment defined in the physical model and the recipes defined in the procedural control model.
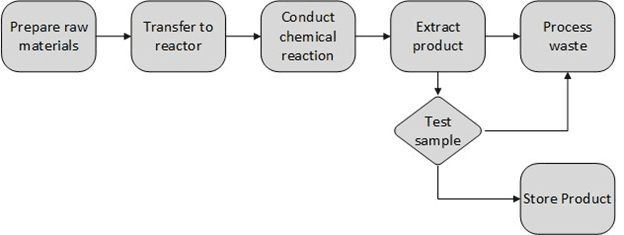
Fig. 1 Process Model
Here we could envision supplying ingredients, and reagents or solvents to the reactor, followed by chemical reaction and transfer of the product to the filter. The filter separates the product from the waste and transfers the waste for disposal recycling to the recovery vessel.
Physical Model
The physical model in the S88 standard represents the equipment and physical components involved in a process. In the case of a three-unit train, the physical model would consist of the following elements:
- Units: The three individual units of the train, each representing a specific function or process step: reactor, filter and recovery vessel.
- Connections: The physical connections between the units, including pipes, valves, and other relevant equipment.
- Sensors: Sensors placed at various points along the train to monitor parameters such as temperature, pressure, flow rate, and level.
- Output devices: Actuators responsible for controlling valves, pumps, motors, or any other components involved in the train’s operation.
The physical model is a representation of the train and its components, allowing for a better understanding of the system’s physical layout and interactions.
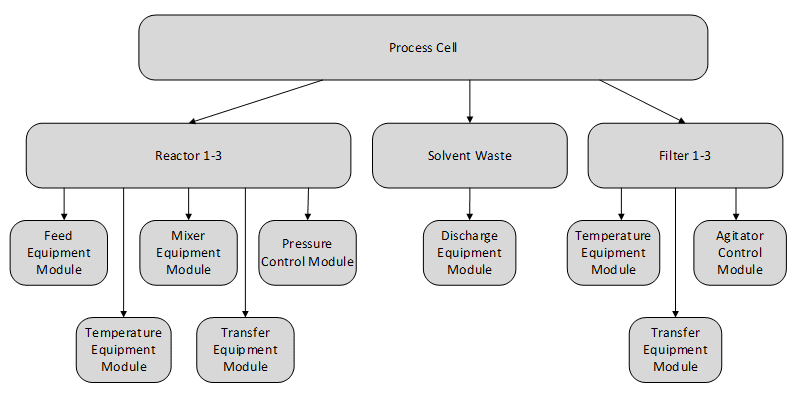
Fig. 2 Physical Model
Procedural Control Model
The procedural model in the S88 standard defines the sequential steps and actions required to execute a process. These steps form a recipe. In this simple example a recipe would contain the following unit procedures:
Step 1: Material Preparation Procedure
- Unit 1 Reactor: Start the pump and open the inlet valve to add materials into Unit 1. Maintain pressure and temperature.
Step 2: Product Separation
- Unit 2 Filter: Once Unit 1 has reached the desired operating conditions, start the transfer pump and open the inter-unit valve to initiate fluid transfer from Unit 1 to Unit 2. Once the material transfer is complete Unit 2 initiates the product separation sequence; send the solvents to the Solvent Waste vessel and retain the product the Filter vessel.
Step 3: Product Extraction
- Once Unit 2 product separation is complete transfer the final product out to temporary storage.
The procedural model outlines the sequence of steps and actions to be followed in the form of a recipe. Recipes rely on recipe Phases to interact with the control system Control Module and Equipment Module Phases which in turn interact with the physical devices through Control Modules and Equipment Modules.
The same recipe can be used on each of the trains. The trains do not have to be identical since the recipes are highly configurable. The units of the train must have the same capabilities, but they can vary in terms of size or output.
By combining the physical model and procedural model, the S88 standard enables effective control, monitoring, and automation of the process. The interaction between Level 3 Batch Control and Level 2 Control System levels is strictly defined under S88 standard.
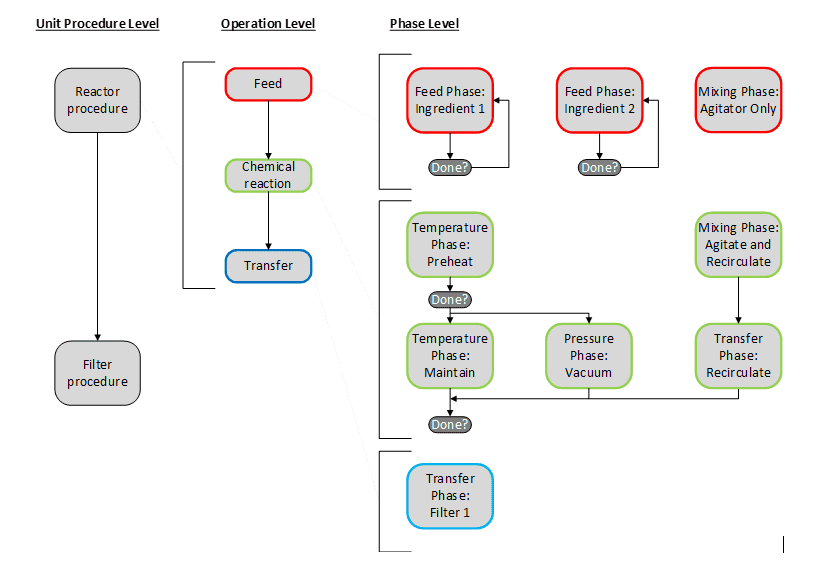
Fig. 3 Recipe Example
Note that one-to-one correspondence exists between the procedural model phases and equipment/ control module phases.
Understanding the Different S88 States
The S88 standard defines various states that units or phases can transition through during their operation. These states, categorized as an Initial State, and Quiescent, Final or Transient states, provide a standardized framework for interaction between recipe phases and control system equipment and control module phases.
Let’s explore some of the key states defined by the S88 standard:
Quiescent states
- Held
- Paused
Final States
- Aborted
- Stopped
- Complete
Initial State
- Idle
Transient states
- Starting
- Restarting
- Running
- Aborting
- Holding
- Pausing
The states listed here are the typical implementation. The procedural state model can be expanded or collapsed as permitted by the standard. The figure below shows the basic state diagram.
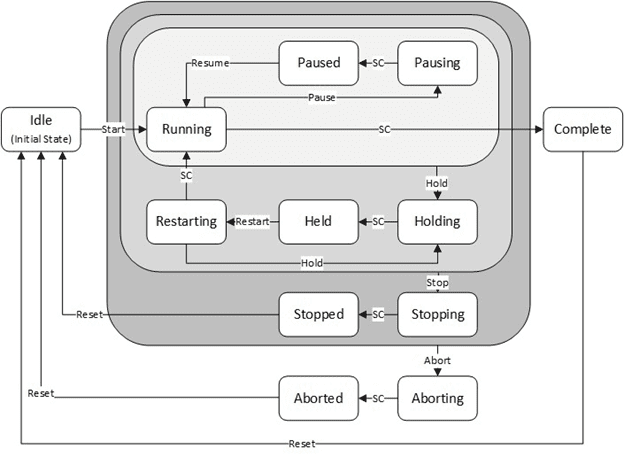
Fig.4 State Transition Diagram
SC Denotes State Change – state logic completes normally and the state advances as indicated by arrows. Text over the arrow Start, Resume etc. are external commands from batch application or internal to the control system or operator issued. The Hold, Stop, Abort are unique in that they act on multiple steps contained within the shaded rectangles.
Handshake signals are implemented between the control system and batch system through command and status bits. They are clearly defined for consistent behavior. Phase logic interface is implemented in equipment entities and batch applications pass the commands and state information back and forth.
For clarity, one possible implementation is to match each acting state (name of state ending with ‘ing’) with a PLC subroutine.
For instance, one valid sequence of transitions is from Running to Holding to Held to Restarting and back to Running resulting in the sequence of events:
- Phase logic in the PLC receives a Hold command.
- Running subroutine is interrupted and Holding subroutine starts. Holding status is set to signal to batch application that the Hold request is being processed.
- Successful completion of Holding sequence results in a quiescent state of Held and status of Held transmitted to batch application.
- The Phase logic receives Restart command and transitions to Restarting by executing Restarting subroutine. Restarting sequence completes, which results in state change to Running and execution of Running subroutine.
Often application notes or code samples are available from S88 software vendors; see resources shared by Siemens, Rockwell Automation, ABB, AVEVA, GE, and Emerson DeltaV.
Implementing S88 Process Control in Automated Batch Processes
In the example of a reactor, we identified five phases:
- Feed Phase
- Mixing Phase
- Temperature Phase
- Pressure Phase
- Transfer Phase
In the figure below, a representative P&ID diagram of a jacketed rector, we identified equipment and control modules. Each of the five phases controls modes of the corresponding module.
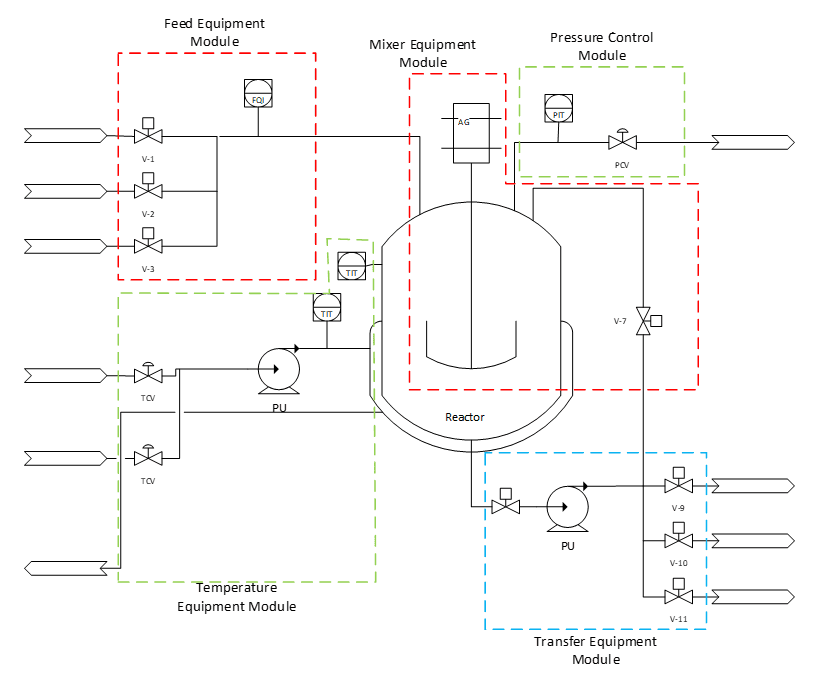
A correctly identified model should provide sufficient flexibility for the process designers to translate the process model into a control recipe in a familiar environment without a need to make any changes in the PLC code.
As a North American leader in industrial automation and controls integration, E Tech Group’s familiarity with the S88 standard is all but unmatched. For more in-depth exploration into the S88 standard and how it applies to control system design and implementation for batch processing, check out our 3-part article series:
Part 1 of 3: An Introduction to the S88 Standard
Part 2 of 3: System Modeling Under S88 Standard
Part 3 of 3: Understanding S88 States
And for more on E Tech Group’s extensive experience in S88 standard practices, explore our S88 Batch Control Systems capabilities.
References
- ANSI/ISA-88.00.01-2010 Batch Control Part 1: Models and Terminology
- NIST GCR 19-022 Formalizing ISA-95 Level 3 Control with Smart Manufacturing System Models, Leon F. McGinnis
Speak with an Expert
Reach out to us here and someone will respond within 24 hours.
"*" indicates required fields