We’re your source for automation news. Keep up with the latest industry updates and E Tech employee spotlights, as well as tips and guidance from our manufacturing experts.
When a major food manufacturer needed an automation system integrator to design and fabricate six UL 508A custom control panels for their new production line, E Tech Group rose to the challenge, and in record time.
The Project: Fabricate Six Custom Control Panels on a Tight Timeline
A major food manufacturer needed a trusted control system integrator to design and fabricate six control panels for their new production line. They chose E Tech Group because of our expertise in building UL 508A control panels, including custom panel design, as well as our ability to source hard-to-find parts, and ability to create alternative solutions to meet tight project deadlines without compromising system quality.
The client required swift project execution and a customized automation solution that included 6 UL 508A control panels. E Tech Group was able to streamline the panel build process by leveraging E Tech Group’s proven project management methodology. E Tech Group rose to the challenge, constructing six UL508A control panels with speed, quality, and engineering integrity to support the customer’s new production line.
The Solution: Collaborate Closely with the Client from Start to Finish
A main challenge was to ensure the project remained on schedule due to long lead items to PLC components, such as safety PLC modules, VFDs, and other components necessary for this integrated control system solution. Our automation engineering team leveraged our efficient panel build process and AG5 project methodology to create a viable solution for the customer across five key phases:
Phase 1 – Collaborate, Plan & Prepare
Following a technical Q&A with the customer and creating a bill of materials, E Tech Group’s project manager collaborated internally with their purchasing department to review project materials and potential long lead items. Long lead items were ordered to ensure the project timeline was not impacted.
Step 2 – Design the Panels & Source the Parts
Next, E Tech Group’s engineering team created the control panel design, defining the system requirements, developing a device and I/O list, and creating the panel schematics. Every detail had to be considered and carefully planned to support proper functionality when the control panels were later assembled.
Our engineers and drafting team approved the control panel design with engineering leadership as part of our own internal quality control procedures before the panel design was submitted for client approval. E Tech Group’s purchasing department then ordered all automation hardware to support the multiple control panel builds.
When supply chain issues were identified, we quickly informed the project team of unavailable materials to discuss possible alternatives with the client. E Tech Group’s project manager and engineering team worked closely with the client to create a viable food and beverage automation solution with compatible alternatives. The team then regrouped internally to source those alternative hardware options with the purchasing department.
E Tech Group understands that the collaboration and design stages are key to the success of the next phase of a project – building the control panels. Attention to detail and quality control measures lead to faster and higher-quality project outcomes, which is why the first two phases act as a foundation to deploying a well-executed control system solution.
Phase 3 – Fabricating the UL 508A Control Panels
Once the schematics were completed and the components were received, E Tech Group began building the control panels at their large-scale panel shop in Modesto, California. The panel shop team assembled the six control panels to the customer’s specifications and to comply with UL 508A standards. The panels integrated CompactLogix 5380 Controllers with POINT I/O Safety I/O Modules, PowerFlex 525 AC drives, and Panel View Graphic Terminals for visualization.
Phase 4 – Testing the Assembled Control Panels
E Tech Group’s control panel shop team carefully evaluated each aspect of the assembly process to ensure it complied with safety requirements and functions as intended. The panel shop team performed several evaluations, including point-to-point testing, and produced documentation for the client of how the control panels were built in collaboration with E Tech Group’s drafting team.
Phase 5 – Deploying the Panels to the Client
With the control panels thoroughly tested and validated for complete functionality, E Tech Group prepared and shipped the control panels to the client’s site for installation.
The Results: An Advanced Automation Solution Delivered Ahead of Schedule
E Tech Group’s multidisciplinary team showcased exceptional results in this project execution, completing the project 4 weeks ahead of schedule. Through seamless collaboration and leveraging diverse expertise, our team achieved high-speed project completion, avoiding supply chain disruptions by sourcing alternative automation hardware without compromising control system or panel quality.
Our control system integration team’s coordinated efforts expedited the timelines, resulting in significant time and cost savings for the client. The emphasis on maintaining high standards throughout the project lifecycle ensured the delivery of quality solutions, ultimately leaving the client highly satisfied with the outcomes achieved for their new production line.
Data is an ever-present and growing benchmark in all industries. However, sometimes it may feel like it’s cloaked in mystery. There’s often a question of, why is collecting process data important? You then start to go down the rabbit hole trying to answer…..How do you get data out of your equipment? How do you decide what to collect? After assessing the previous questions, how do you test, and if necessary, validate that all of that data is being collected as expected? Understanding a holistic approach to data collection and validation from an AVEVA PI Historian System can help provide a high-level, big picture understanding to the importance of process data. With more than 10 years’ experience as a group engineering manager, Matt Martin has a depth of experience with integrating AVEVA PI Systems within sites of various sizes – here’s what I’ve learned: Why is the Importance of Data Increasing? The “why” question is the easiest one to answer. Everyone can agree that in the era of modern manufacturing, extracting data from your manufacturing processes is critical to a business’s success and ability to grow. This includes every level of production and management: Provides the operator at the plant floor level the ability to adjust and better control the manufacturing process on the fly Allows engineers better insight into trends and behaviors of the overall process to improve designs from both a throughput and efficiency standpoint Produces KPIs (key performance indicators) for managers and executives to assist in their decision making Having large representative data sets is becoming even more important with the advent of AI and more specifically machine learning. Allowing these technologies access to your systems data helps identify patterns, overall system behavior, and correlations that were previously near impossible for the human eye to uncover. Now, How … Continued
Implementing a Hybrid SCADA Solution Using PlantPAx 5.0 & 4.10
E Tech Group developed a hybrid SCADA solution for a BMS in a biopharma co-packing facility utilizing two different controllers and operating systems that would operate in unison, allowing the facility to ramp to full operation at a critical juncture and to incrementally upgrade as needed.
The Project: Ramp Up Vaccine Production in the Height of the Pandemic
At the height of the pandemic, a biopharma co-packing facility that was working to complete a greenfield facility needed to ramp up production and shipment of the COVID-19 vaccine to meet growing demand.
Because they were producing lab-generated material intended to be used on human beings, it was critical to have all measures in place to remain within ISA-88, ISA-S95, and ISA-101 standards, a part of which would contain a suite of industrial facility management systems.
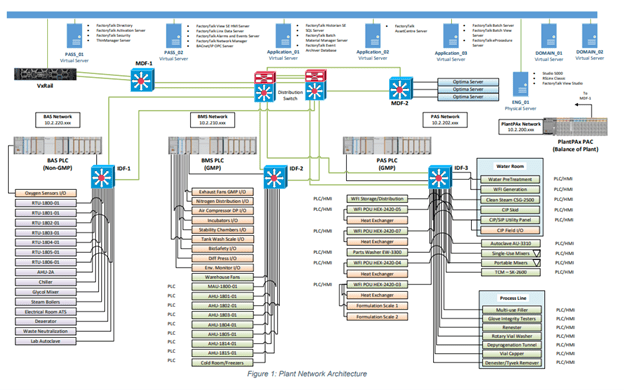
E Tech Group was contracted to integrate a control system that would manage and monitor events and alarms within both GMP and non-GMP regulated portions of the building management system (BMS), process automation system (PAS), and air handling units (AHUs).
The Challenge: Crossed Lines of Communication Complicate Completion
Racing to get a pharmaceutical automation system operational at the height of a global pandemic – one that needed to remain within a number of industry standards while producing and shipping a lifesaving compound to medical professionals everywhere – presented no shortage of challenges.
Many of those stemmed from the escalated timeline they were forced to maintain. With less time for preparation and review, the overall solution wasn’t as well planned out as it could have been and left this project open to a number of change orders and revisions.
This continued to be further exacerbated by the number of decision makers involved at every stage, which proved almost counterintuitive due to the number of approvals needed to move through each step.
One of the larger challenges encountered was the detailed design still needed to develop specific sequencing within the process and integration of vendor-supplied skids, contributing to the scope of work not clearly being defined. The skids were asked to be a Rockwell-based solution with Ethernet communication, but BacNET was supplied by numerous other vendors outside of the Rockwell offering. BacNET Addressing was also not provided with submittals, so it was challenging to easily retrieve information needed, only further impacting the scope of work that was constantly changing dependent upon what was in our control vs skid control.
Even when all moving parts were aligned, the largest challenge directly impacted by the pandemic would be the delay in supply chain coupled with the escalated timeline that resulted in only being able to get a portion of the equipment necessary to complete the project. Start to finish, this project required quick thinking and adaptation on the part of our team. They got down to the work of designing a custom control system solution that would be robust and complete despite all the obstacles.
The Solution: Build a Full Automation Solution with Half the Parts
The client wanted to utilize an off-the-shelf control system to avoid any black box solution where they would be locked out, unable to independently troubleshoot or to be dependent on an outside team to provide service. They ultimately landed on Rockwell Automation’s PlantPAx Distributed Control System to monitor the Building Management Systems and alarms across the facility.
While the control system was easy to acquire, the aforementioned supply chain issues impacted the accompanying hardware. They originally planned on utilizing PlantPAx 5.0 with Process Controllers, but our team was only able to acquire four of the ten required and had to supplement the remaining with six standard PLC controllers, which were not compatible with PlantPAx 5.0, but were compatible with PlantPAx 4.10.
PlantPAx 5.0 integrates the functionality into the controller firmware whereas PlantPAx 4.10 is utilized by the import of AOIs. While the implementation of the PlantPAx versions was different and carried two different alarm scopes, they possessed enough similarities that they could be configured to work within the same system.
Utilizing both Rockwell Automation PlantPAx products allowed our team to develop the hybrid SCADA solution utilizing the two different controllers, creating a uniform solution that could be used to monitor alarms and events through one HMI user experience:
The Specs: Scope of Work & Control Solution
2.6Engineering Services: Electrical Design
2.6.1Design and supply (1 ea) PLC & HMI panel for the BAS, BMS, PAS & PAC Control Hardware:
(3) Allen Bradley standalone single racks to include the following:
Allen Bradley Power Supply
Allen Bradley CompactLogix 5380 Controller, 3MB
(AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
(1) Allen Bradley standalone single racks to include the following:
Allen Bradley Power Supply
Allen Bradley CompactLogix 5380 Controller, 3MB
(AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
(1) Allen Bradley STRATIX switch
Internal illumination with auto on/off switch when control panel door open/closed
Main power disconnect in front control panel doors
UL 508A Label
72x60x12, NEMA 12
Conform to current NFPA 70E requirements
Separation and protection of voltages above and below 50 Volts
2.6.2Design and supply (2 ea) Remote I/O & HMI panel for the BAS, PAS, BMS & PAC instrumentation & packaged equipment system integration:
(1) Allen Bradley standalone single rack to include the following:
Allen Bradley Power Supply
(AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
(1) Allen Bradley STRATIX switch
Internal illumination with auto on/off switch when control panel door open/closed
UL 508A Label
48x36x12, NEMA 12
Conform to current NFPA 70E requirements
Separation and protection of voltages above and below 50 Volts
2.6.3Design and supply (9 ea) PLC panels for the AHUs:
(1) Allen Bradley standalone single rack to include the following:
Allen Bradley Power Supply
Allen Bradley CompactLogix 5380 Controller, 1MB
(AR) Allen Bradley 5069-(IF8/IB16/OF8/OB16B)
(1) Allen Bradley STRATIX switch
Internal illumination with auto on/off switch when control panel door open/closed
UL 508A Label
48x36x12, NEMA 12
Conform to current NFPA 70E requirements
Separation and protection of voltages above and below 50 Volts
The Results: Success & Scalability Driven by Necessity
The developed and implemented automation integration solution allowed this facility to reach full production capacity at a pivotal time when there was absolutely no room for delay. E Tech Group’s team overcame numerous challenges, any of which on its own could have delayed progress. In the end, our system integration engineers were able to deliver a fully functional solution that left room for incremental upgrades as the client saw fit.
This solution not only allowed the client to continue moving through their project without being limited by the lack of available components, but this new control system can be scaled across any organization that may want to incrementally upgrade from PlantPAx 4.10 to 5.0 without tackling an entire facility at once for any number of reasons…..available budget or funding, manpower, etc.
Control Systems Upgrade Maximizes Efficiency for Dessert Packaging Line
Challenge
In the fast-paced world of food manufacturing, efficiency and precision are paramount for maintaining a competitive edge. When a major player in the food industry wanted to upgrade their packaging controls for flan and pudding products, they turned to the trusted engineering team at E Tech Group. The packaging process required precise control and synchronization to maintain product quality and optimize packaging speed. However, the client’s outdated controls system hindered their ability to meet growing production demands. The challenge was to develop an efficient controls solution that could be executed within a tight one-weekend timeframe and with minimal downtime. The project encompassed addressing outdated PLC and HMI systems, aging control panel hardware, and the need for improved networking communications.
Solution
Recognizing the tight project timeline, E Tech Group leveraged their expertise to create the best solution. Through planning and collaboration, they formulated a comprehensive approach that began with a thorough evaluation of the existing control panel and its components, and identified which areas required improvement and retrofitting. E Tech Group consulted with trusted vendors to assist in the retrofitting process for servo drives, motors, and gear boxes, and strategized the most effective approach to implement the necessary program changes. Once these enhancements were identified and received, the project team utilized a planned shutdown period to validate the functionality of the retrofitted products.
Over the course of the weekend, E Tech Group put the project plan into action. The team disassembled the customer’s control panels and installed new components, migrated existing PLC code to the new controllers, and converted the customer’s existing HMI screens to a new PanelView HMI application. They utilized Studio 5000 for retrofitting PLC programs, FactoryTalk View software to make required alterations to the customer’s HMI programs, in addition to command line programing to support network segregation for the new Stratix 5700s.
Results
The controls upgrade was achieved swiftly and effectively, all thanks to the unwavering dedication and collaborative efforts of E Tech Group’s engineering team. The customer experienced minimal interruptions and downtime, enabling enhanced production and operational efficiency. The upgraded PLC and HMI systems brought improved functionality, while the new control panel hardware simplified system maintenance and reduced costs. Furthermore, the enhanced networking communications facilitated seamless data transfer and real-time monitoring, empowering the client to make informed decisions and uncover possibilities for further optimization. E Tech Group’s collaboration, expertise, and determination to overcome project challenges demonstrates their commitment to customer satisfaction and their ability to deliver successful project outcomes under time-sensitive circumstances, solidifying their reputation as one of America’s fastest-growing system integrators.