We’re your source for automation news. Keep up with the latest industry updates and E Tech employee spotlights, as well as tips and guidance from our manufacturing experts.
Challenge
From decreased productivity to system downtime, legacy equipment can pose many challenges to operational efficiency. This was the case for a leading consumer packaged goods company who was relying on PLC-5 hardware to control most of their facility. The plant recently experienced a major disruption during peak production because of a network switch failure, and it was later discovered that the disruption could have been minimized if the facility had been separated into multiple virtual local area networks (VLANs). To support the creation of VLANs, the customer’s existing PLC-5 control system would need to be upgraded to the ControlLogix system which could handle multiple independent Ethernet connections. E Tech Group was called to support the project given their previous assistance with consolidating the company’s DH+ and ControlNet network communications in support of their industrial automation applications.
Solution
E Tech Group performed a comprehensive investigation to identify all PLC types and determine each PLC’s connection to other systems. After completing their analysis, E Tech Group presented which PLCs were deemed the most critical to upgrade and designed a VLAN separation plan to reduce the likelihood of connection loss given the vast amount of device communications. The customer’s personnel were initially surprised by the number of PLCs that needed to be upgraded to fulfill the VLAN implementation, which was about 21 PLCs. For the best implementation process, it was determined to perform the PLC upgrades in three phases with the first phase switching out the most critical PLCs.
Six PLC-5s needed to be upgraded in the first phase. E Tech Group considered several factors to include local and other server racks, a labor-saving conversion kit, the maintenance of other communications protocols, and ways to thoroughly test the success of the conversion. The customer also requested the migration and testing be completed within 72 hours. With these considerations in mind, E Tech Group worked closely with the customer to determine the best conversion process within the short timeframe. This included the use of only replacing local racks, using DH+/RIO and ControlNet communication modules to support existing networks, complete I/O list development, and spot testing plans. A PLC-5 to ControlLogix conversion tool was utilized to migrate logic from the old hardware to the new hardware, and all drivers were updated in the Wonderware system to allow for proper communication to the new PLCs. DH+/RIO ControlLogix cards were also used to connect into existing DH+ networks and allow ControlLogix PLCs to talk to existing PLC-5 Remote I/O racks.
Results
The project was commissioned on a Friday of a holiday weekend and was completed that Monday. Committed to the success of the project, E Tech Group had two teams supporting the project throughout the entire weekend in 12-hour shifts. In a few short days, E Tech Group was able to have the six PLCs successfully migrated by the customer’s requested timeframe and resolved numerous pre-existing issues within the logic by the time the PLC’s remote monitoring was completed. Using the knowledge gained during the first phase, the next two phases were completed with much smaller teams and the customer had the ability to improve their operational efficiency with a control system platform.
Keeping a Distribution Warehouse’s IT/OT Networks Current and Out of Obsolescence
A material handling company wanted their network integrated and optimized. Our automation engineers documented and assessed the client’s IT/OT Infrastructure to help identify critical components near obsolescence or end of life.
The Project: Present the Best Project Design for an IT/OT Overhaul
A large material handling client saw an opportunity for IT/OT convergence, a need to identify vulnerabilities, potential obsolescence, and wanted to push for network optimization. Because we have a good working relationship with this client, we were immediately one of the integrators considered to do the work and the request for a bid was sent over.
The Challenge: Impress the Client, Win the Multi-Facility Bid
E Tech Group, along with another vendor were given the opportunity to perform an initial assessment and based on the results would determine who was awarded this project. If awarded, E Tech Group engineers would be responsible for walking all 32 of their facilities to assess their IT and OT networks while compiling a list of requested data presented in their proposal.
The Solution: End-To-End IT/OT Analysis & Boots on the Ground
To begin, their IT provided our team documentation around program files for PLCs, HMIs, Drives and we were granted Visios to view network topology. We then requested and were given some network access using different protocols to show where their PLCs, HMIs and Drives were connected on their IT network so they could see deeper into their topology rather than just where their IT switches were.
Once this information was gathered, compiled and returned, it was time to walk the site. We began by utilizing an app that was reworked to help us gather and consolidate the data required for the assessment. Our engineers went panel by panel collecting the requested data and pictures.
From there, it was all entered into the app and allowed us to produce a spreadsheet helping facilitate the build of the first asset database. It then took us a couple of weeks to organize everything into usable data that would allow them to identify the lifecycle of all at risk items that might soon fall into obsolescence and would require optimization or need to be replaced.
The Results: An IT/OT Revamp Across Dozens of Facilities
Utilizing the report provided by our team, the customer liked the work we had and done and decided to have us alone move forward in walking their remaining facilities to compile the same kind of assessment.
Learn more about IT/OT assessments: the process, the benefits and how E Tech Group can be your partner through it all!
Download our Beginner’s Guide to IT/OT Assessments to gain an understanding of what an IT/OT Assessment is, its benefits, and how to get started today.
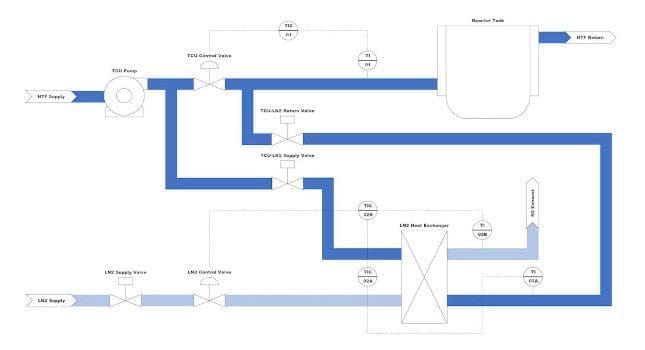
Author: Kevin Tom, E Tech Group lead automation engineer Pharmaceutical control system integration: Fixing a blind spot in the process design helped user requirements for a heat exchanger control system. A control system may not be able to fix a faulty process. Learning Objectives A system integrator was tasked with fixing a control system flaw for a pilot plant at a large pharmaceutical company. The integrator had to make several changes to the temperature control unit (TCU) to compensate for different variables with the liquid nitrogen flow. Thorough initial design and investigation helps prevent a scramble at the end of a project end to patch design holes. System Integration Insights System integrators are often the last people involved in an automation project, which gives them a unique perspective on operations. That perspective is a double-edged sword, though, and can be problematic if there are design flaws in the system. In this case study, the system integrator had to make several changes to the temperature control unit (TCU) to compensate for the liquid nitrogen flow, which resulted in a few challenges that had to be addressed. The adage of automation always coming last may well be true, but the system integrator can avoid some pitfalls if the initial design and investigation is thorough. A workable process design is the foundation for successful control system design. That can conflict with the timing of the old system integrator adage about new plant construction: “Automation always comes last.” It’s only after everything else is put in place that the system integrator can step in to install and test the control system, so they’re often the last member of the construction team. However, what happens when the system integrator encounters a conflict between the process design left to them and the practical operation of the … Continued
E Tech Group Lead Automation Engineer, Kevin Tom shared his knowledge and expertise on Best Practices for Effective Automation Applications for Control Engineering Magazine‘s webcast on August 16th, 2022, where he discussed the nuances of control system applications. When Should a Process be Automated? Kevin explains the criteria that a company should consider when weighing whether or not to apply automation to a process: What is being made and how is it currently being produced? Consider tools, parts, mechanisms. What is the environment like? Consider space constraints, equipment, hazards. What is the labor pool like? Consider union/non-union, labor shortages, turnover. In considering automation, goals and constraints must also be hashed out: Are we trying to replace human labor with mechanized processes? Are we trying to scale up operations/increase throughput? What is the capital we have to/are willing to invest in this project and what is the necessary ROI? These questions are all addressed early on in a project’s inception, as stakeholders hold the keys to the budget needed for an automation project. However, control system engineers should also be consulted early on to give insight into the specifics of these questions, like cost, ROI, improvement caps. Applying Automation is as Much Planning as Execution Kevin Tom’s cohost points out that much of the time, the options are: automate or die. It may sound histrionic, but the labor shortage is a real and pervasive issue, especially when manufacturers are trying to scale. Increased production goals means hire more people. But there aren’t enough people to be found, and/or high turnover, and/or lack of qualified professionals, which all present labor bottlenecks. Automation is the best (and only) solution to avoiding the obstacles associated with labor shortages. However, it isn’t as simple as design-build-implement. For the transition to automation to run smoothly, the system first … Continued