
What is Digital Twin and What Does it Do?
Production line shot of digital twin palletizing line.
We’re your source for automation news. Keep up with the latest industry updates and E Tech employee spotlights, as well as tips and guidance from our manufacturing experts.
Challenge
Fires are a devastating event for any business. It can result in the loss of equipment, inventory, and even the facility itself. The aftermath of a fire can be challenging for any company as it seeks to rebuild and return to business as usual. This case study highlights how E Tech Group collaborated with an architectural engineering company to support an international almond supplier after a fire destroyed their roasting line. The project team worked together on a tight schedule to replace and upgrade the almond supplier’s roasting system, leveraging PLC, HMI, networking, and control panel expertise.
Solution
The almond supplier needed to replace their out of commission roasters with a new, modernized system. On the old line, the operators had to walk between two floors to start and monitor production. The customer needed a solution that simplified the almond roasting process while providing more visibility from beginning to end. The first step was forming a strong communication strategy between the customer and the project team. This consisted of daily progress meetings about the project’s developments and potential challenges such as equipment procurement, control panel design, and PLC and HMI programing to control the roasting systems. One of the biggest challenges was the “design-build” method to execute the control panel build. This meant the control panel design had to be open to changes while it was still being built in the shop. The project team relied on their strong collaboration skills to successfully merge these steps to support the tight project timeline.
E Tech Group’s principal engineers leveraged their expertise to develop the control modules in CompactLogix PLCs and PanelView Plus HMI for the customer’s various devices as well as configured Moxa managed switches for multi-level network topology. The engineering team also worked closely onsite with electricians to change the control panel design as needed, which included designing auxiliary panels and ordering time sensitive parts for safety and air handling operations. The onsite team also focused on configuring network controls as well as fan VFD motor controllers and burners for the new roasting line. The project manager maintained timely communications with the project team and the customer, securing engineering resources to help with the PLC and HMI code design and managed the team’s progress toward the finish line.
Results
With everything in place, the project team was able to successfully execute the project and trained the customer’s operators and maintenance staff on their new and improved roasting system. The project took about four months to complete from the design phase to site acceptance testing. Rather than walking between two floors to start and monitor the roasting process, the customer’s operators could now start the entire line with the push of a button on the HMI and have production visibility from start to finish. Also, the added controls to the plant network, such as Rockwell Automation’s FactoryTalk AssetCenter, supported the management and protection of the customer’s automation-related asset information. With the project complete, the customer was able to resume production with a more intelligent, modernized roasting line.
A cultivated meat production facility needed to scale up from lab production so they could refine their process of growing cells at bench-top scale to a pilot scale. E Tech Group helped them to replicate their lab-driven results in an increased-volume setting, setting them up for large-scale production and distribution.
Alternative proteins, including lab-grown meats, are the new horizon of ethical, sustainable meat production. Specifically, cultivated meats are just emerging, with the first expected to be available within a few years. Cultivated meat production plants are a new frontier as far as food and beverage automation goes.
A client leading the way in this vein of alternative protein was scaling up from lab production, where they were able to refine their process of growing cells at benchtop scale to a pilot scale. Proving it was possible to replicate their lab driven results in an increased volume setting, if successful, would help move into large-scale production and distribution once necessary approvals came through.
Previously having worked with E Tech Group as an automation partner that helped guide and coach them through thoughtfully identifying their needs for their first automation project, they were confident in our ability to help plan, design, implement, test and support an end-to-end, turnkey automation solution for this new facility.
Because this was a new installation of cutting-edge technology, there was no lack of presented challenges on this project. We were all in uncharted waters.
Understanding that nothing in this industry had yet been designed and executed on this scale, the entire process would remain fluid. Change and adaptation would be a constant theme throughout the planning and implementation.
Knowing what was being produced was designed for human consumption, ensuring the developed solution exceeded industry and federal guidelines and standards was non-negotiable. E Tech Group needed to ensure this facility’s automation system took all of the unknown out of the cultivated meat production process.
The design of this project needed to be just as creative as the client’s endeavors in this new field of meat production. Communication and flexibility was key in pulling off this leading-edge, facility-wide automation system integration.
Process Design
The plant being a pilot and the organization essentially a start-up, the process engineering environment was naturally ever-evolving and dynamic. The E Tech Group team kept up with the constant changing strategies, provided technical guidance in streamlining the design to a point where it could be automated, and clearly communicated changes to the process design as they went live. This helped maintain open lines of communication with stake holders and create realistic expectations for delivery.
Process Outline
As part of the design effort, Pin Charts were developed and maintained. These defined the valve alignment and various schemes for Equipment Modules corresponding to each phase step, covering a matrix of over 100 phase steps and over 300 devices, over 200 valves, and a gamut of control modules.
The team also worked to design customized control loops (involving Cascade methodology) for pH, Dissolved Oxygen (DO) and Temperature Control (both Vessel and Jacket) of the Bioreactors. These complex algorithms use shared equipment and phase-specific control strategies.
The process design also involved deciphering functionality of specialized equipment such as Mix Proof Valves – the Equipment Module developed for this valve comprises of 9 schemes in its operation.
Electrical Design
Automation Products
Our process automation team had a daunting task at hand – to synthesize the enormous design and get the system ready for production in less than 6 months. The automation effort included the following tasks:
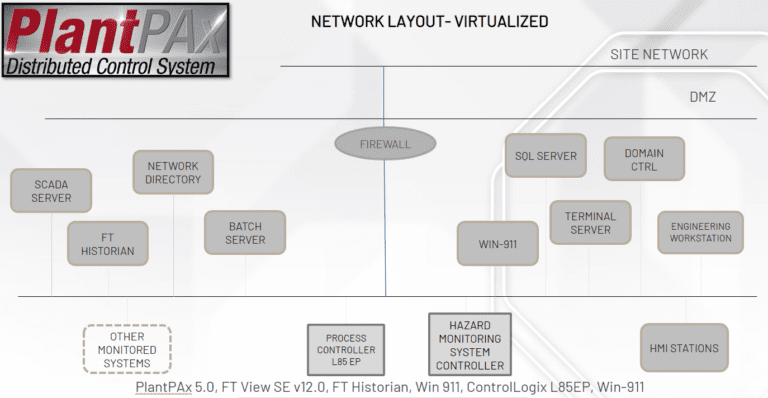
DCS Design & Implementation
A new DCS System was implemented in a virtualized environment using the FactoryTalk View SE, PlantPAx system. The system is scalable and sustainable, as the infrastructure supports future growth for the pilot plant. The HMS, Historian and Win-911 systems were integrated and deployed.
Components
Features
Onsite Support & Equipment Testing
In addition to the unparalleled in-house development effort, E Tech Group has provided over 600 hours of hands-on onsite support to the client – starting from instrument checks to Recipe Testing. From beginning to end, our team kept up with dynamic changes happening during the Wet Runs, adjusting the design accordingly and re-integrating the changes into the active system.
E Tech Group’s ability to adapt, adjust, and overcome was critical in the final testing and rollout of this solution. Vital processes we monitored, tested and facilitated included:
Documentation
Documentation is key in an effective facility-wide automation system, as it allows the users to analyze and identify everything that happens within the system. This has implications for standards, quality control and troubleshooting.
E Tech Group developed the Functional Design Specifications for the entire process – starting from ground zero and then updating all the specs based on the As Built system. Throughout the entirety of the project, our team consolidated information from various vendors – Standalone Skids, construction management and piping and instrumentation vendors – trying our very best to not let any details slip through the cracks.
We also helped develop SOPs to meet the client’s production and compliance requirements. This gives the owner the ability to better support their own system, since it is well-documented. They can find information easily and without having to bring in a control system expert. This reduces downtime, which is inevitable in a development process for cutting-edge products like cultivated meat.
After a successful completion of this EPIC project, E Tech Group is fueled with stronger skillsets and hungry for more. We are proud to be part of this journey with the client and extremely thankful to them for trusting and partnering with us in designing and creating the automation solution.
E Tech Group is a Rockwell Automation partner, supporting manufacturers across industries with a unique brand of innovative, adaptable, robust control systems. We design and implement building-wide automation systems that are secure, user-friendly, and sustainable long-term, so you can focus on maximizing quality, capacity and the ability to scale.
Production line shot of digital twin palletizing line.
In the same way you use automation to make consistent, quality products, why not use CIP to ensure germ-free cleaning every time? You’ve automated your process and packaging and have computer-generated paper trails to show food safety and quality throughout your facility. Why wouldn’t you do the same with cleaning—wherever it’s practical? Granted, there are certain pieces of equipment you just have to take out of the process to clean manually, but for other components—like piping, some conveyor belting, certain pumps, mixers, tanks and other equipment—you can clean them in place (CIP) and have automated recordkeeping to show proof of cleaning and sanitation to regulating bodies when they ask. An Expert Opinion on Sanitation Safety in Food & Beverage Automation “CIP is an integral part of cleaning and sanitation, which affects the food safety of any facility. Cleaning and sanitation not only help you comply with regulatory requirements, but also protect consumers and your brand from contamination and recalls,” says Pablo Coronel, Ph.D., CRB Senior Fellow in Food Process & Food Safety. “CIP is carried out in process lines without dismantling and must reach every nook and cranny of the process equipment; thus, well-designed equipment that is amenable to CIP (as opposed to COP—clean out of place) is a must for any installation. Materials of construction, drainability, ease of cleaning, and prevention of dead areas/zones are some of the criteria for design,” adds Coronel. Besides the equipment design, a successful CIP system depends on several variables, such as water flow rate and temperature, chemicals used (concentration) and time of cleaning. These variables are set in cooperation with the chemical supplier by the characteristics of the product to be cleaned (viscosity, stickiness, amount of fouling and presence of allergens) and the equipment that needs to be cleaned. The presence of allergens, … Continued

E Tech Group © 2025 | All Rights Reserved.